Kalenie - Druhy a odolnosť
Štandardné nástroje Rolleri sú indukčne kalené.
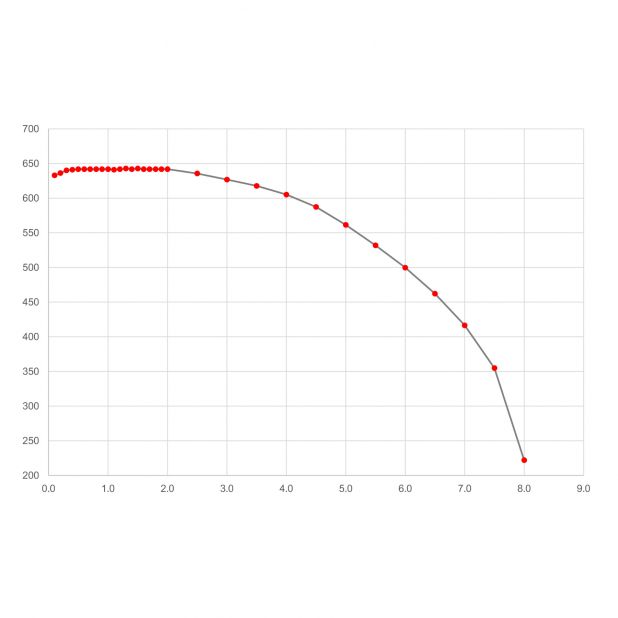
Najdôležitejšími vlastnosťami sú tvrdosť povrchu, ktorá môže dosiahnuť až 60 HRC a penetračná schopnosť materiálu, ktorá môže dosiahnuť hĺbku až 4 mm. Aby sa zaručila konštantná tvrdosť všetkých dielov, ktoré sa podrobujú tepelnému spracovaniu, je potrebný dvojstupňový proces - po fáze indukčného kalenia nasleduje fáza popúšťania. Spoločnosť Rolleri používa rôzne techniky popúšťania v závislosti od materiálu a typu profilu: je možné popúšťať pri "vysokej" alebo "nízkej frekvencii". Vďaka týmto dvom technikám je zaručená tvrdosť povrchu a pri profiloch s úzkymi časťami sa predchádza riziku zlomenia alebo vzniku vnútorných trhlín. Nasledujúci graf ukazuje rozdiel medzi bežným kalením a indukčným kalením Rolleri.
.jpg)
.jpg){kind=link}
{kind=link}
.jpg)
.jpg){kind=link}
Tento graf ukazuje:
Indukčné kalenie Rolleri má opotrebenie 0,003 mm po 12600 úderoch;
Pri bežnom kalení je opotrebenie 0,014 mm po rovnakom počte úderov.